 Неважно, на какой именно стадии производственного процесса вы изготавливаете, обрабатываете или используете рулонные материалы, существуют два критических фактора для обеспечения качества готовой продукции:
Неважно, на какой именно стадии производственного процесса вы изготавливаете, обрабатываете или используете рулонные материалы, существуют два критических фактора для обеспечения качества готовой продукции:
- поддержание постоянного натяжения
- чёткое позиционирование края полотна.
Системы контроля натяжения и позиционирования рулонных материалов постоянно контролируют и поддерживают все соответствующие параметры. Благодаря этому обеспечивается точное соответствие заданным значениям. Стоит отметить, что в процессе использования систем контроля FMS, значения могут быть записаны в целях дальнейшей обработки и улучшения качества продукции.
Использование систем контроля натяжения FMS, дают такие неоспоримые преимущества нашим клиентам как:
- Увеличение скорости производства
- Сокращение простоев
- Минимизация отходов
- Увеличение срока использования оборудования
- Совершенствование системы качества
Системы контроля используются при производстве:
- Бумаги
- Пленки
- Фольги (синтетика / алюминий)
- Лент и наклеек
- Пластмассы и резины
- Гофропродукции
Применяются в процессах:
- Печати
- Нанесений покрытий и ламинирования
- Обработки лент и этикеток
- Резки
- Размотки и намотки
- Измерения силы натяжения продукции
- Упаковки
 Технология измерения силы натяжения компании FMS:
Технология измерения силы натяжения компании FMS:
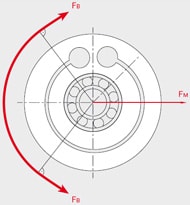
Натяжение рулонного материала (сила FB) вызывает изгиб тензобалки- чувствительного элемента датчика. Вектор изгиба (FM) равен биссектрисе угла материала проходящего по измерительному валику. Значение этой силы равно натяжению полотна. Измеренное значение натяжения поступает на контроллер натяжения FMS (другого производителя), который регулирует привод, тормоз или муфту сцепления. Таким образом обеспечивается постоянное натяжение материала в течение всего производственного процесса.
Угол по которому материал проходит по датчику может быть любым. Направление вектора FM, точка Red Point, отмечена на каждом датчике во время его производства. Расположение этой точки, возможность опционального смещения, можно найти в описании конкретного датчика.
 Метод позиционирования рулонных материалов FMS
Метод позиционирования рулонных материалов FMS
Фактическое положение края полотна определяется ультразвуковым либо оптическим датчиком положения. Выходной сигнал датчика непрерывно поступает на контроллер положения материала. Контроллер сравнивает измеренное значение с заданным и в случае необходимости выдает управляющий сигнал приводу подруливающей рамы. Подруливающая рама обеспечивает устойчивое позиционирование полотна посредством поворота катков подруливающей рамы.
Рекламный каталог по применению оборудования FMS при производстве и обработке рулонных материалов.
Перейти на разделы выбора продукции компании FMS (FMS-technology):
31.07.2026